
„Effizienz beginnt mit Transparenz: Energie-Monitoring von Werkzeugmaschinen als Schlüssel zu versteckten Einsparpotenzialen“
Die Energieeffizienz von Werkzeugmaschinen ist grundsätzlich schon länger in den Fokus industrieller Fertigungsprozesse gerückt. Doch wo genau entstehen Wärmeverluste, wie hoch ist der tatsächliche Energiebedarf im realen Betrieb – und welche Einsparpotenziale bleiben bislang ungenutzt? Um diese Fragen fundiert zu beantworten, wurden durch Messungen an einer EMAG VMC 300-MT der Energieverbrauch und die thermische Belastung während realer Zerspanprozesse ermittelt.
Im Rahmen der Versuchsreihe erfolgte die Erfassung der Energieverbräuche und Temperaturen der Werkzeugmaschine während der realen Zerspanung von Werkstücken. Über zwei Versuchstage umfassten die Versuche insgesamt 14 gefertigte Werkstücke. Thermografieaufnahmen lieferten Einblicke in die räumliche Verteilung der Abwärme in Spänen, Hydrauliksystem und Pumpenabluft. Die Ergebnisse zeigen deutlich, dass selbst im Leerlauf ein erheblicher Energiebedarf besteht und mehrere Komponenten der Maschine relevante Wärmequellen darstellen. Damit wird klar: Eine präzise Messung und Analyse ist der erste Schritt, um versteckte Effizienzpotenziale aufzudecken und den Energieeinsatz in der Fertigung nachhaltig zu optimieren.
Versuchsergebnisse EMAG (Maschinenebene)
Während des Versuchs wurden die Werkstücke aus Vergütungsstahl mit einem Werkzeug in der Werkzeugmaschine trocken gefräst, wie die Abbildung 1 darstellt. Die Bearbeitung eines einzelnen Werkstücks dauerte etwa 20 Minuten. Nach Abschluss jedes Bearbeitungsvorgangs erfolgte die Überprüfung des Werkstücks sowie dessen Austausch durch ein neues Werkstück. Zusätzlich erfassten die Messungen den Werkzeugverschleiß, um mögliche Auswirkungen auf Prozess und Abwärme zu bewerten. Die gesamte Versuchsdurchführung erstreckte sich über zwei Tage und umfasste insgesamt 14 gefertigte Werkstücke.
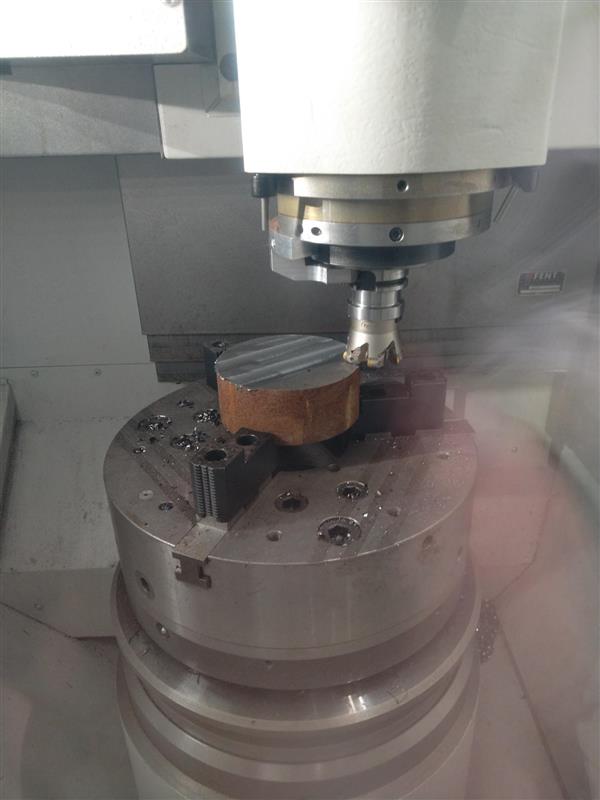
Abbildung 1: Fräsen eines Werkstücks in der Werkzeugmaschine
Thermische Charakterisierung der Werkzeugmaschine
Zur Ergänzung der Informationen über die thermische Energieverteilung während des Maschinenbetriebs sowie zur anschaulichen Analyse der räumlichen Abwärmeverteilung während des Bearbeitungsprozesses wurden mehrere Thermografieaufnahmen durchgeführt.
Die entsprechenden Ergebnisse sind in Abbildung 2 dargestellt. Abbildung 2(a) zeigt die Temperaturentwicklung des Vergütungsstahl-Werkstücks während der Bearbeitung, wobei eine maximale Temperatur von 59,2 °C gemessen wurde. Abbildung 2(b) stellt die beim Bearbeitungsprozess entstehenden Späne dar, deren maximale Temperatur etwa 29 °C beträgt. Darüber hinaus wurde das Hydrauliksystem auf der Rückseite der Werkzeugmaschine thermografisch erfasst; die entsprechenden Ergebnisse zeigt Abbildung 2(c).
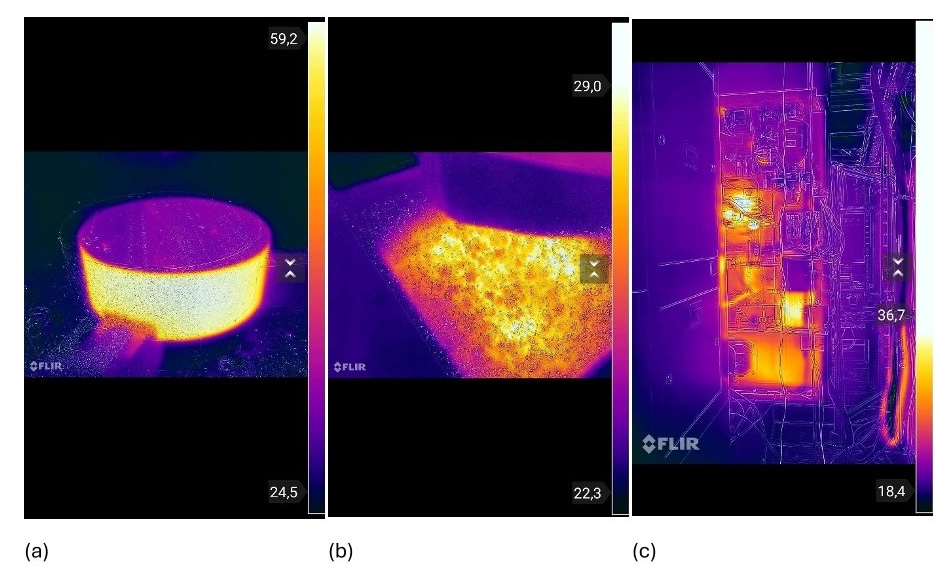
Abbildung 2: Thermografieaufnahmen (a) des Werkstücks, (b) der Späne und (c) des Hydrauliksystems während des Betriebs der EMAG-Werkzeugmaschine
Erfassung elektrischer Leistung der EMAG-WZM
Der Versuchsaufbau zur Erfassung der elektrischen Leistungsaufnahme der Werkzeugmaschine über den Schaltschrank ist in Abbildung 3 dargestellt. Dabei erfassten Stromzangen drei Messpunkte, während Spannungsklemmen weitere drei Messpunkte direkt an den entsprechenden Leitungen aufnahmen. Auf diese Weise lieferten die Messungen die erforderlichen Strom- und Spannungssignale zur Bestimmung der elektrischen Leistung. Ein Datenanzeigegerät visualisierte die erfassten Messsignale und zeichnete sie kontinuierlich auf.
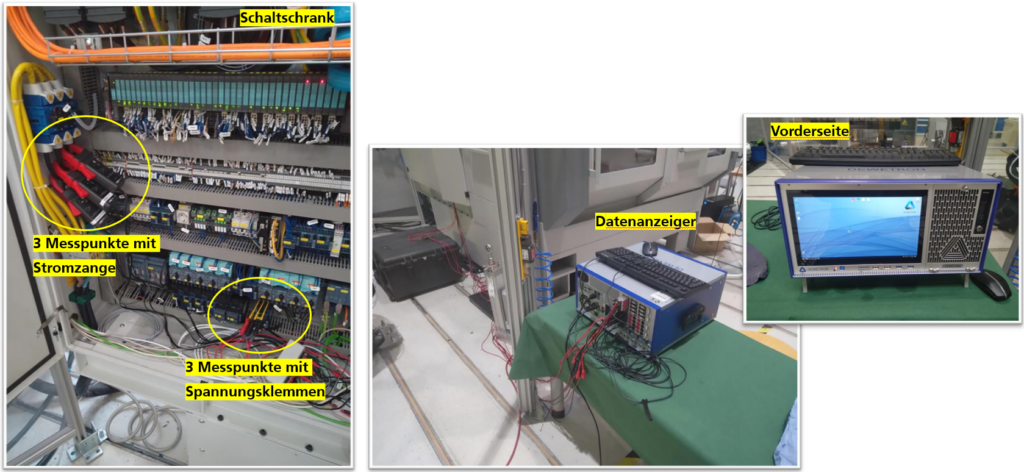
Abbildung 3 : Versuchsaufbau für das Erfassen elektrischer Leistung über den Schaltschrank
Im Anschluss daran sind die gewonnenen Messergebnisse in Abbildung 4 dargestellt und analysiert. Am ersten Tag (am 17.11.2025) wurden insgesamt fünf reale Zerspanversuche durchgeführt, die in der Leistungsaufnahme als periodisch wiederkehrende Bearbeitungszyklen deutlich erkennbar sind. Aus den Messergebnissen ergibt sich, dass die durchschnittliche Leistungsaufnahme während der Bearbeitung eines einzelnen Werkstücks etwa 8 kW beträgt, was einem Energieverbrauch von rund 2,6 kWh entspricht. Während der Bearbeitungspausen liegt die Leistungsaufnahme der Werkzeugmaschine bei etwa 6,5–7,2 kW. Dies zeigt, dass auch ohne Zerspanung ein erheblicher Energiebedarf besteht. Am zweiten Tag (18.11.2025) umfassten die Versuche neun bearbeitete Werkstücke. Die Leistungsaufnahme zeigte dabei ähnliche zeitliche Verläufe wie am ersten Tag.
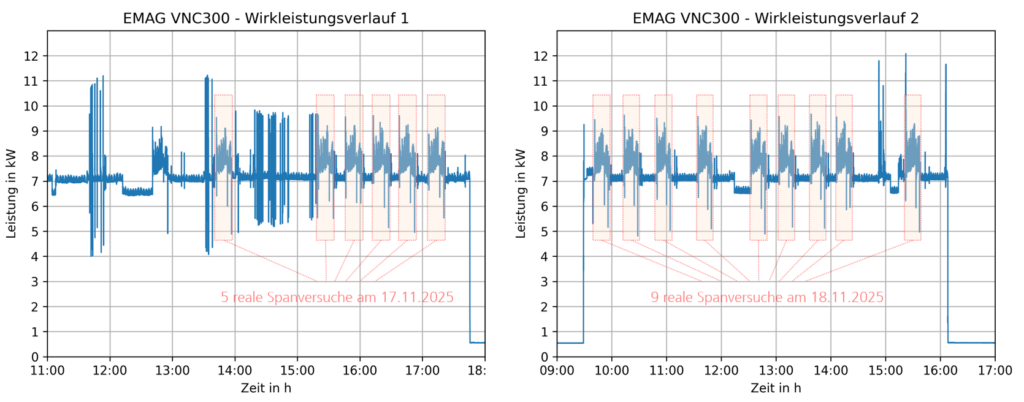
Abbildung 4: Wirkleistungsverläufe der Werkzeugmaschine während der Zerspanversuche
Erfassung von Temperaturen
Im Rahmen der Temperaturmessungen wurden neben der Messkette zur Erfassung der Temperatur der Luftschicht hinter der Werkzeugmaschine (identisch wie bei der Messung der Hallenluft) zusätzliche Messpunkte eingerichtet. Auf Grundlage der in Abbildung 2(c) dargestellten Thermografieaufnahme zeigte sich, dass im Bereich des internen Hydraulikölkreislaufs, der Kompressionspumpe sowie der Ventilschaltaggregate erhöhte Temperaturen auftreten. Dementsprechend wurden an diesen Stellen geeignete Temperatursensoren installiert. Die genaue Positionierung der einzelnen Sensoren ist in Abbildung 5 dargestellt, während die zugehörigen Messgrößen in Tabelle 1 aufgeführt sind.
Darüber hinaus ist zu erwähnen, dass im Inneren der Werkzeugmaschine bereits werkseitig Temperatursensoren installiert sind, von denen zwei den Messpunkten 8 und 9 entsprechen. Da mit diesen internen Sensoren jedoch keine kontinuierliche Datenerfassung möglich ist, können die ermittelten Temperaturwerte lediglich als Referenz herangezogen werden.
Tabelle 1: Zusammenstellung der eingesetzten Temperatursensoren und Messgrößen
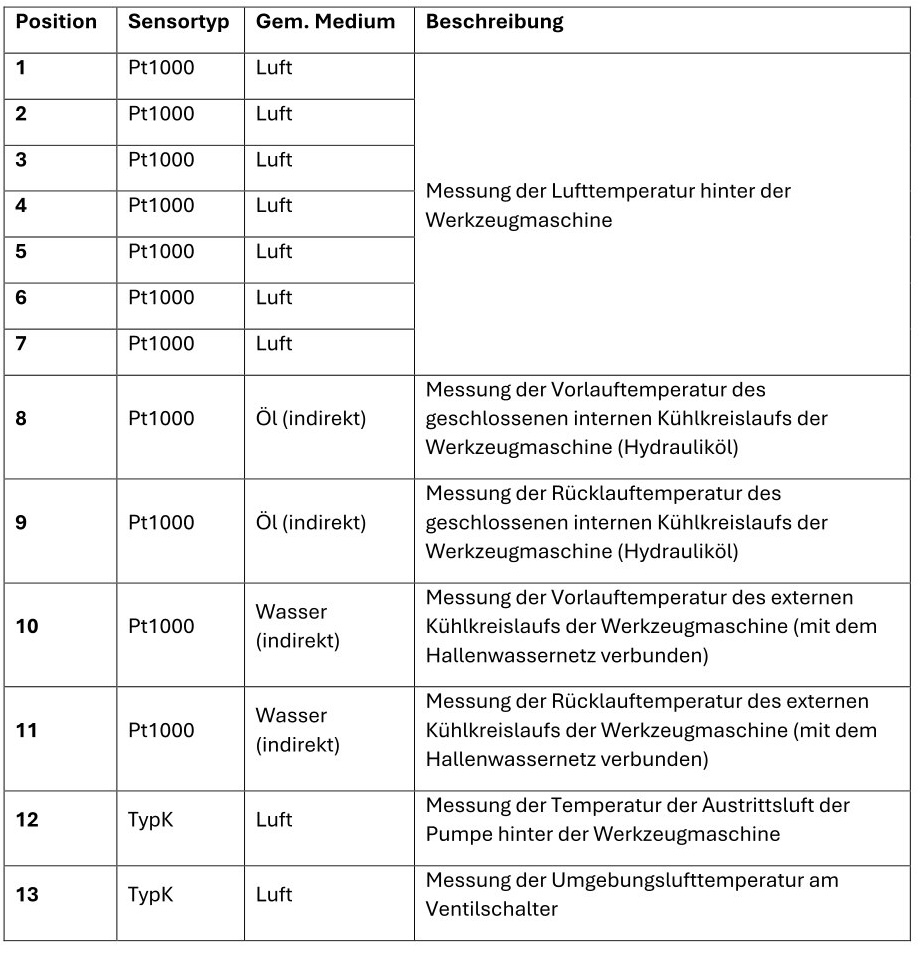
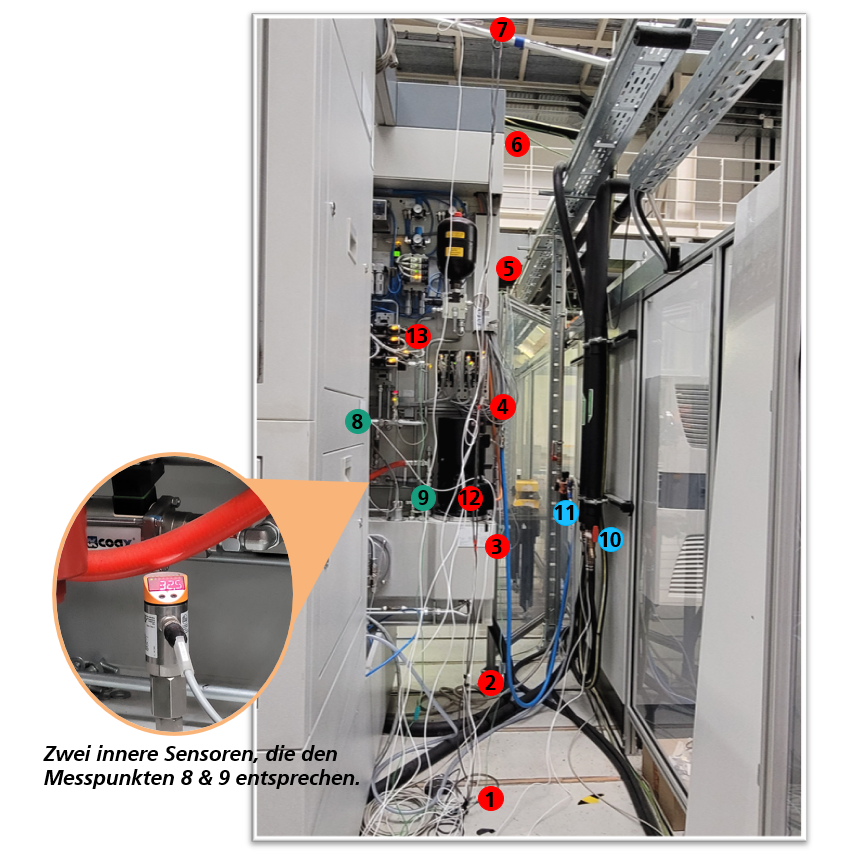
Abbildung 5: Positionierung der Temperatursensoren an der Werkzeugmaschine
Die konkreten Positionen der Temperatursensoren 8 bis 13 lassen sich detailliert in Abbildung 6 betrachten. Die Sensoren 8 und 9 erfassten über die Vorlauf- und Rücklaufleitungen des Hydrauliksystems indirekt die Temperatur des zirkulierenden Hydrauliköls. Die Sensoren 10 und 11 bestimmten auf dieselbe Weise die Temperatur des Prozesskühlwassers. Sensor 12 positionierten die Messungen in einem Abstand von etwa 2 cm zum Abluftauslass der Pumpe, um die dortige Ablufttemperatur zu erfassen. Sensor 13 war in analoger Weise angebracht; der Messfühler befindet sich in einem Abstand von etwa 1 cm zum Ventilschalter und dient der Erfassung der Umgebungslufttemperatur in diesem Bereich.
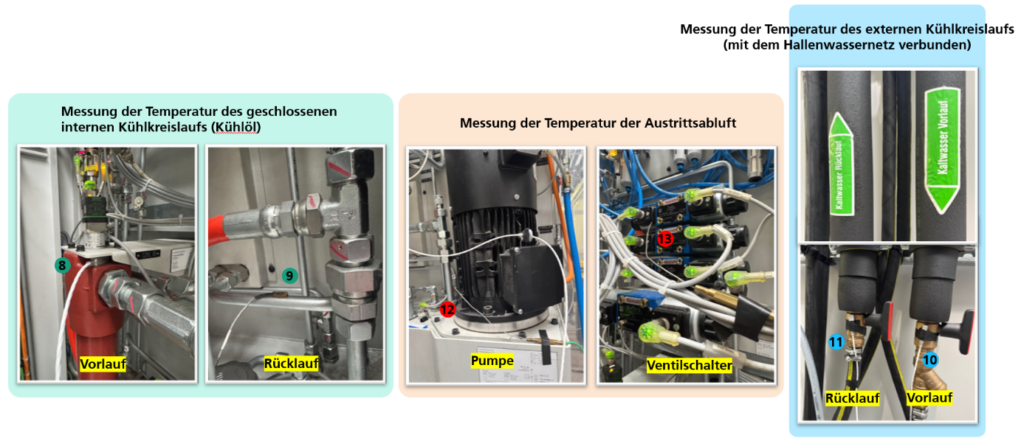
Abbildung 6: Detailansicht der Positionierung der Temperatursensoren 8 bis 13
Temperaturanalyse und Identifikation von Abwärmequellen
Die indirekte Messmethode über den Kontakt mit der Außenwand der Rohrleitungen erfasste die Flüssigkeitstemperaturen, wobei gewisse Messabweichungen zu erwarten sind. Ein Echtzeitvergleich der während der Messungen erfassten Daten bestätigte, dass die an den Messpunkten 8 und 9 gemessenen Hydrauliköltemperaturen im Vergleich zu den Werten der maschineninternen Temperatursensoren um etwa 2 K niedriger liegen. Bei der Temperaturmessung in den Kühlwasserleitungen können aufgrund der eingeschränkten Anpressung der Sensoren an die Rohrwand sowie der unvollständigen Abschirmung gegenüber der Umgebungsluft Messabweichungen auftreten. Die gemessene Vorlauftemperatur des Kühlwassers liegt dadurch voraussichtlich etwa 2 K über der tatsächlichen Wassertemperatur. Die Rücklauftemperatur kann dagegen um etwa 2 K darunter liegen.
Die Ergebnisse der Temperaturmessungen, die in Abbildung 6 zusammengefasst sind, werden im Folgenden analysiert. Insgesamt lässt sich feststellen, dass die gemessenen Temperaturen kaum bzw. nur geringfügig durch Spanversuche beeinflusst werden. Die Umgebungstemperatur der Werkzeugmaschine liegt überwiegend zwischen 20 und 22 °C und zeigt im Vergleich zu den übrigen Temperaturgrößen nur geringe Schwankungen. Die gemessene Ölvorlauftemperatur im Hydrauliksystem beträgt etwa 37,5 °C. Unter Berücksichtigung der Messabweichung ergibt sich eine tatsächliche Temperatur von rund 39,5 °C. Die gemessene Rücklauftemperatur liegt bei etwa 40,5 °C, woraus eine tatsächliche Temperatur von etwa 42,5 °C resultiert. Im Kühlwassersystem beträgt die Vorlauftemperatur des Wassers rund 18,5 °C; nach Korrektur der Messabweichung ergibt sich daraus eine tatsächliche Temperatur von etwa 16 °C, was der vorgesehenen Auslegungstemperatur entspricht. Die Rücklauftemperatur erreicht etwa 30,5 °C und dürfte korrigiert bei rund 32,5 °C liegen.
Auf Grundlage dieser Messwerte lassen sich die wesentlichen Wärmequellen der Werkzeugmaschine identifizieren. Die Pumpe führt Abluft mit einer Temperatur von etwa 26 °C direkt in die Hallenumgebung ab. Dadurch erhöht sie die thermische Last der Klimaanlage und wirkt als relevante Wärmequelle. Darüber hinaus ist der Kühlwasserrücklauf mit einer Temperatur von etwa 32,5 °C ebenfalls als bedeutender Wärmeeintrag zu betrachten. Ein weiterer relevanter Wärmebeitrag entsteht durch die während des Bearbeitungsprozesses anfallenden Metallspäne. Thermografische Messung der Abbildung 2(c) zeigt eine Spänetemperatur von etwa 29 °C. Da die Späne in den unteren, mit der Halle verbundenen Maschinenbereich fallen, geben sie ihre Wärme zusätzlich an die Hallenluft ab.
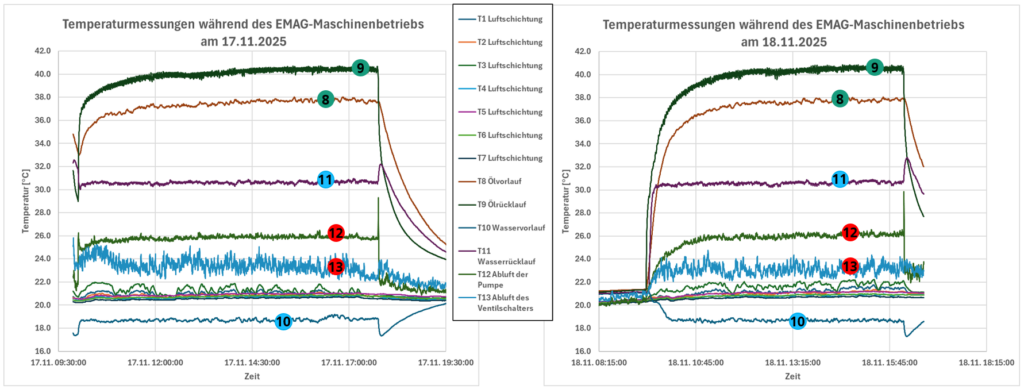
Abbildung 7: Temperaturverläufe
Zusammenfassung
Durch die Leistungsmessungen kann festgestellt werden, dass die elektrische Leistung der Werkzeugmaschine während der Werkstückbearbeitung etwa 8 kW beträgt. In den Bearbeitungspausen liegt die Leistungsaufnahme dagegen bei etwa 6,5–7,2 kW.
Die Temperaturmessungen zeigten, dass der elektrische Schaltschrank dieser WZM nicht über eine Luftkühlung verfügt. Stattdessen erfolgt die Wärmeabfuhr hauptsächlich über natürliche Konvektion, sodass nur geringe Wärmemengen an die Umgebung abgegeben werden. Im Vergleich dazu ist der Schaltschrank einer DMG-WZM mit einer Zwangsluftkühlung ausgestattet, wobei die direkt in die Werkhalle abgeführte Abluft eine Temperatur von nahezu 50 °C erreicht. Darüber hinaus liegt die Rücklauftemperatur des Kühlwassers der Werkzeugmaschine bei bis zu 32 °C. Dieser Wert ist in industriellen Anwendungen eher untypisch und könnte mit dem Einsatz eines Trockenbearbeitungsprozesses zusammenhängen. Da kein Kühlschmierstoff verwendet wird, ist das Kühlwassersystem unter diesen Bedingungen in der Lage, einen größeren Anteil der während des Maschinenbetriebs entstehenden Wärme aufzunehmen und abzuführen.
Zusätzlich sind aufgrund der Trockenbearbeitung weder das Werkstück noch die Späne einer flüssigen Kühlung ausgesetzt. Die beim Bearbeitungsprozess entstehenden Späne geben ihre Wärme beim Abtransport direkt an die Umgebung ab und stellen somit eine potenzielle Abwärmequelle dar.
Danksagung:
Die Forschung, die zu diesen Ergebnissen geführt hat, wird vom Bundesministerium für Wirtschaft und Klimaschutz (BMWK) im Rahmen des 8. Energieforschungsprogramms der Bundesregierung unter dem Förderkennzeichen 03EN4092B – EnOpWeMa gefördert.
Weiterführende Informationen
Die vorgestellten Untersuchungen sind Teil aktueller Forschungsarbeiten zur energetischen Optimierung von Werkzeugmaschinen. Weitere Informationen zum Forschungsverbund Energetisch Optimierte Werkzeugmaschine (EnOpWeMa) sowie zugehörige Forschungsaktivitäten finden sich bei der Professur für Fluid-Mechatronische Systemtechnik (Fluidtronik), TU Dresden.
Titelbild: KI-generiertes Bild, erstellt mit Gemini3










Kommentare hinzufügen